
Home : Workshop : Metalwork : Mini Mill :
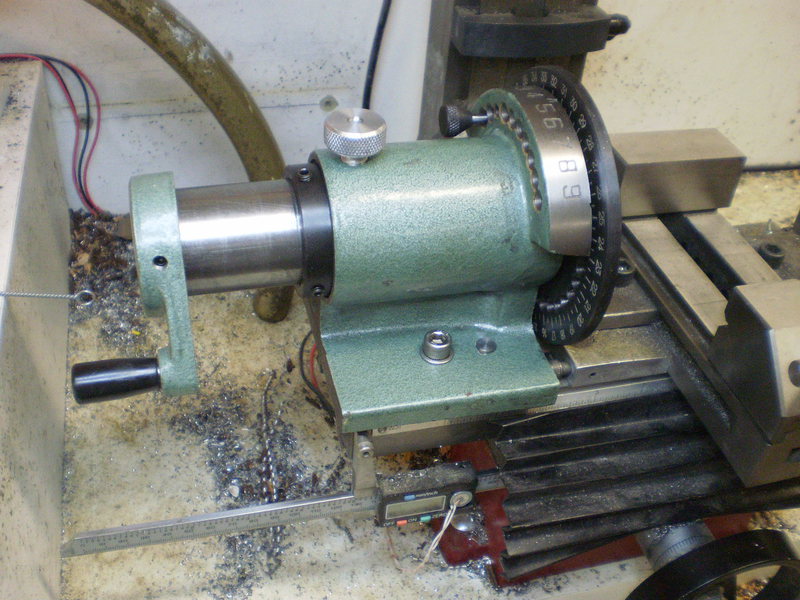
 I don't remember what had me interested in a spin indexer, but a friend was listening and got me one for Christmas. It's rather big for the mini-mill, but locating it at the end of the table has not unduly interfered with the small stuff I have been working with at the same time.
I don't remember what had me interested in a spin indexer, but a friend was listening and got me one for Christmas. It's rather big for the mini-mill, but locating it at the end of the table has not unduly interfered with the small stuff I have been working with at the same time.
 I already had fixed T-nuts for indexing pins that locate supports for long stuff and (originally) for a special fixture/36" DRO that I use for drilling really long stuff. Happily their location was suitable for use with the spin indexer. In theory my reference numbers (e.g. 32.24mm to center on my DRO) should be a constant when remounting the spin indexer. I trammed the base of the spin indexer in my vise and drilled/reamed four holes, two for the 3/8" locating pins and two for m8 mounting bolts.
I already had fixed T-nuts for indexing pins that locate supports for long stuff and (originally) for a special fixture/36" DRO that I use for drilling really long stuff. Happily their location was suitable for use with the spin indexer. In theory my reference numbers (e.g. 32.24mm to center on my DRO) should be a constant when remounting the spin indexer. I trammed the base of the spin indexer in my vise and drilled/reamed four holes, two for the 3/8" locating pins and two for m8 mounting bolts.
[ link | top ]
 The spin indexer is easier to use with reference marks, I'm using 1/8" tape with alignment marks and the last digit of the degree (which hole the pin goes in). The example is set at 324 degrees (last decagon facet).
The spin indexer is easier to use with reference marks, I'm using 1/8" tape with alignment marks and the last digit of the degree (which hole the pin goes in). The example is set at 324 degrees (last decagon facet).
[ link | top ]
 I've also found it handy to have an X-axis stop when doing repetitive operations some distance into/along/from the face of items being machined. It's hard to see behind my X-axis DRO, but it's a piece of 3/4 cold bar with a knurled m6 rod and a m6 knob to mount it (using one of the removed endplate mounting holes). Not visible is a small m4 knob that tightens against the m6 stop rod and, for now, a single mark on the knurled knob so that I can keep track of turns/1mm increments.
I've also found it handy to have an X-axis stop when doing repetitive operations some distance into/along/from the face of items being machined. It's hard to see behind my X-axis DRO, but it's a piece of 3/4 cold bar with a knurled m6 rod and a m6 knob to mount it (using one of the removed endplate mounting holes). Not visible is a small m4 knob that tightens against the m6 stop rod and, for now, a single mark on the knurled knob so that I can keep track of turns/1mm increments.
[ link | top ]
Spin Indexer
 I don't remember what had me interested in a spin indexer, but a friend was listening and got me one for Christmas. It's rather big for the mini-mill, but locating it at the end of the table has not unduly interfered with the small stuff I have been working with at the same time.
I don't remember what had me interested in a spin indexer, but a friend was listening and got me one for Christmas. It's rather big for the mini-mill, but locating it at the end of the table has not unduly interfered with the small stuff I have been working with at the same time.
Mounting
 I already had fixed T-nuts for indexing pins that locate supports for long stuff and (originally) for a special fixture/36" DRO that I use for drilling really long stuff. Happily their location was suitable for use with the spin indexer. In theory my reference numbers (e.g. 32.24mm to center on my DRO) should be a constant when remounting the spin indexer. I trammed the base of the spin indexer in my vise and drilled/reamed four holes, two for the 3/8" locating pins and two for m8 mounting bolts.
I already had fixed T-nuts for indexing pins that locate supports for long stuff and (originally) for a special fixture/36" DRO that I use for drilling really long stuff. Happily their location was suitable for use with the spin indexer. In theory my reference numbers (e.g. 32.24mm to center on my DRO) should be a constant when remounting the spin indexer. I trammed the base of the spin indexer in my vise and drilled/reamed four holes, two for the 3/8" locating pins and two for m8 mounting bolts.
{kind=link}
[ link | top ]
Reference Marks
 The spin indexer is easier to use with reference marks, I'm using 1/8" tape with alignment marks and the last digit of the degree (which hole the pin goes in). The example is set at 324 degrees (last decagon facet).
The spin indexer is easier to use with reference marks, I'm using 1/8" tape with alignment marks and the last digit of the degree (which hole the pin goes in). The example is set at 324 degrees (last decagon facet).
[ link | top ]
X-axis Stop
 I've also found it handy to have an X-axis stop when doing repetitive operations some distance into/along/from the face of items being machined. It's hard to see behind my X-axis DRO, but it's a piece of 3/4 cold bar with a knurled m6 rod and a m6 knob to mount it (using one of the removed endplate mounting holes). Not visible is a small m4 knob that tightens against the m6 stop rod and, for now, a single mark on the knurled knob so that I can keep track of turns/1mm increments.
I've also found it handy to have an X-axis stop when doing repetitive operations some distance into/along/from the face of items being machined. It's hard to see behind my X-axis DRO, but it's a piece of 3/4 cold bar with a knurled m6 rod and a m6 knob to mount it (using one of the removed endplate mounting holes). Not visible is a small m4 knob that tightens against the m6 stop rod and, for now, a single mark on the knurled knob so that I can keep track of turns/1mm increments.
[ link | top ]